

https://beian.miit.gov.cn(swhot.com,www.swhot.com)
一、刮胶的性能:
刮胶的性能可以从以下几个方面去考察:
1、 物理特性:如硬度、耐磨性、回弹性、拉伸强度、撕裂强度等。
2、 化学特性:如耐溶剂性、耐油性、耐候性、光热稳定性、水/气阻隔性、耐臭氧性等
3、 电功能性:如抗静电性等
以下附的是几种橡胶和聚氨酯胶的各种性能对比表(表见下页):
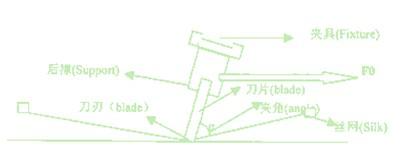
二、胶刮在丝印中的功能及工作原理:
功能:
1、 刮料作用:刮除网版上多余的油墨,使网板在刮印过程中尽可能的不残油。
2、 匀料作用:使油墨从网板一端均匀地移向另一端。
3、 填料作用:使油墨穿过网板的网眼,漏印到承印物上。
4、 压印作用:使网版顺应承印物的表面与承印物保持紧密的接触。
工作原理:(图见下页)
刮胶种类 各种性能 | 聚异戊二稀 | 丁苯橡胶 | 丁睛橡胶 | 氯丁橡胶 | 丁基橡胶 | 乙丙橡胶 | 聚硫橡胶 | 硅橡胶 | 聚氨脂 |
硬度 |
|
|
|
|
|
|
|
| √ |
耐磨性 | X | √ | √ |
| X |
|
|
| √ |
回弹性 |
|
| X |
| √ |
| X | √ | √ |
耐油性 |
| √ | √ | √ | X |
| √ |
| √ |
耐溶剂性(@ |
| X |
| √ |
| X | √ |
| √ |
耐候性(抗老化性 |
| √ | X | √ | √ | √ | √ |
| √ |
光热稳定性 |
| √ | √ | √ |
|
|
| √ | √ |
拉伸强度 |
|
|
|
|
| X |
| √ | |
撕裂强度 |
|
|
|
|
|
| X |
| √ |
抗静电性 |
|
|
| X |
| √ |
|
|
|
水/气阻隔性 |
|
|
|
| √ |
| √ |
| √ |
耐臭氧性 |
| √ |
|
|
|
|
|
|
|
以上√为优良,X为极差,空白为一般、较差或有待考证
@:一般来说极性物质,耐非极性溶剂。如聚氨酯:耐矿物油(煤油)、烷烃类溶剂而非极性物质,耐极性溶剂。聚异戊二稀(天然橡胶)、丁基橡胶、乙丙橡胶属非极性物质。
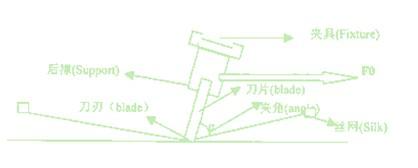
胶刮的丝印工作原理图
l 实际生产中是根据油墨粘度、丝网目数和要求膜厚及各种需要来选择刮胶硬度的。
l 在丝印过程中,我们可以通过控制胶刮各种参数来控制下油量的厚薄:
油墨厚度 | 厚 | 薄 |
压力 | 小 | 大 |
夹角 | 小 | 大 |
速度 | 慢 | 快 |
硬度 | 软 | 硬 |
刮胶外露 | 长 | 短 |
刀口形状 | 钝 | 利 |
刀口磨蚀 | 多 | 少 |
l 胶刮硬度在丝印中的选择和应用(以COATES系列油墨为例)(见下表):
油墨类型 | 制胶硬度 | 油墨编号 | 说明 |
感光丝印油 | 60-750 | XV01T-4 |
|
热固油 | 55-650 | Xz15等 |
|
UV油 | 55-700 | V3493T/L |
|
碳油 | 55-700 | XZ302 |
|
可剥胶 | 55-600 | XZS502 |
|
抗电镀蚀刻油 | 70-750 | XV750 |
|
挠性板感光油 | 65-750 | XV601T |
|
UV白字油 | 60-650 | XVS908 |
|
标志油 | 70-750 | XZ81.XZ100 |
|
银浆 | 65-700 | XZ250 |
|
挠性板UV固化油 | 75-800 | UV600 |
|
UV固化抗蚀刻蓝油 | 70-800 | XV1000 |
|
塞孔油 | 55-750 |
| 据孔径/粘度而定 |
三、胶刮的翻磨:
当胶刮刀口变圆变钝,出现缺口,条纹等缺陷而造成印刷效果不良时,胶刮需要重新翻磨。
l 翻磨的方式有手磨和机磨。
翻磨的方法有切削法和研磨法。
l 多数工厂采用机械研磨法翻磨胶刮。
翻磨胶刮时应注意以下几点:
1、 卸下来的刮胶不能马上翻磨,应平置一段时间,让刮胶恢复形变、消除内应力和溶剂完全挥发后才能翻磨。
2、 翻磨时可添加少量滑石粉(起散热、减少摩擦力作用)匀速翻磨,以免刮胶受热溶涨、老化。
3、 翻磨时应先粗磨后细磨。
四、胶刮的保存和维护
l 刮胶在使用之后应取下来洗干净,摊开水平放置在平台上,且相互之间不能迭压。
l 保存环境:一般温度控制在22±30C,湿度55±10%RH,远离强光、强热。
不能曝于太阳光、紫外光或其它强光源下。
l 带腐蚀性的化学物品和挥发性的溶剂应远离胶刮。
l 胶刮在连续性生产时,应采取”双刀轮休制”。
一般要求胶刮连续工作24小时后应轮休。
l 胶刮在贮存过久、翻磨次数过多或其它原因导致其性能大幅下降时,此胶刮应处理掉。
